金刚砂布轮动平衡产生振动和噪音解决方案
浏览次数: 发布时间:2013/12/11
金刚砂布轮在高速旋转中产生了剧烈的振动和刺耳的噪音,使工人无法生产。经过实践和分析,产生振动和噪声的主要原因是:1、金刚砂布轮外圆曲率不等;2、砂布排列紧松不均匀;3粘结剂涂抹不均匀,使金刚砂布轮的实际重心偏离了理论重心所致。要想得到理想的、稳定的高速旋转(2100r/min),必须克服偏重,就诊重心的偏移。这唯一的办法就是要咋偏重的相反方向上加适当的配重,也就是需经动平衡校验。
由于偏重并非集中一点,而是不规则分布,因此,对配重块的选择需根据实际情况配备。可设计一套平衡块,形状如图1:
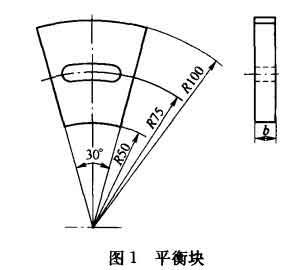
在金刚砂布轮的胶木夹板(夹板直径为φ230mm)R25圆上均匀地钻攻12只M12的螺孔,用M12的内六角螺钉,垫圈把平衡块固定在夹板上。
为了得到较精确的动平衡,首先要进行平衡校验,然后再进行动平衡校验。方法是:将校好静平衡的金刚砂布轮装在机组的主轴上,在金刚砂布轮夹板上均匀等分(可8等分或12等分)处标上号码,将动平衡仪探头接触主轴轴承座;启动电机,主轴作高速旋转,调整动平衡仪表头转速,使之与主轴转速同步,拨下指示轻重的开关,然后用灯光照射砂布轮夹板上的号码,如果号码清晰地全部显示,那么说明动平衡情况良好。如果单显一个号码,那么根据开关的轻重指向,就可知所显号码是轻还是重了。这样就可以在相反方向减增重量,使金刚砂布轮平衡稳定。操作方法见图2:
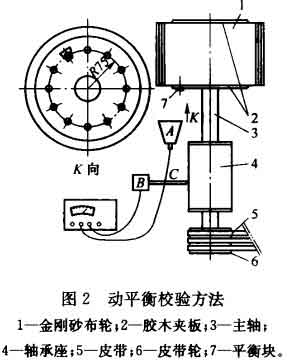
金刚砂布轮经过静平衡和动平衡校验后,重心偏移得到纠正,振动消除,噪声消失,研磨后表面粗糙度可达Ra(0.4~0.2)μm,产量稳定。
相关文章推荐:
上一篇:刚玉质耐火原料及其分类


