不锈钢表面处理选用棕刚玉应用效果
摘要:冲砂磨料在化学品船压载舱不锈钢表面处理质量中具有重要作用, 磨料选择适当能够节省资源, 降低生产成本, 提高生产效率。通过阅读大量文献资料, 结合涂装技术规格书要求, 从使用成本、冲砂效率、冲砂质量和安全环保等角度初步筛选出两种双相不锈钢冲砂用非金属磨料—石榴石磨料和棕刚玉磨料。通过实验对比分析对两种磨料进行选取, 满足不锈钢表面处理要求, 为同类化学品船压载舱不锈钢冲砂提供借鉴。
引言:双相不锈钢由于其具有较高强度和较强耐化学腐蚀等性能, 越来越多在化学品船液货舱中使用。液货舱中不锈钢不需要涂装, 减少后期涂层维修费用, 节省资源和人力成本。化学品船液货舱还具有耐腐蚀、易保养、便于洗舱等优点。与早期化学品船液货舱使用普通碳钢加特殊涂层和碳钢不锈钢复合板的常规做法具有较强的竞争优势。
压载舱不锈钢冲砂粗糙度要求介于40~75μm之间, 因此要选择硬度较高的非金属磨料。石榴石硬度一般不超过8莫氏级, 而一级品棕刚玉硬度通常大于9 莫氏级。棕刚玉具有较高的强度和抗氧化性能, 导热性能良好, 并且在高温下不变形等优点。对石榴石和棕刚玉两种磨料进行实验并对性能综合分析, 最终选用棕刚玉作为压载舱不锈钢冲砂磨料。
一、双相不锈钢特性及压载舱结构的特殊性
1.双相不锈钢特性
化学品船压载舱不锈钢部分全部采用SAF2205 双相不锈钢。双相不锈钢是在其固溶组织中铁素体相与奥氏体相约各占一半, 一般量少相的含量也需要达到30%, 该类钢兼有奥氏体和铁素体不锈钢的特点, 与铁素体相比, 塑性、韧性更高, 无室温脆性, 耐晶间腐蚀性能和焊接性能均显著提高。同时还保持有铁素体不锈钢的475℃脆性以及导热系数高, 具有超塑性等特点。与奥氏体不锈钢相比, 强度高且耐晶间腐蚀和耐氯化物应力腐蚀有明显提高。
2.压载舱结构的特殊性
由化学品船横剖面图, 如图1 所示, 不锈化学品船采用双层底、双舷侧的结构形式, 纵骨架式结构, 不锈钢甲板由纵骨和强肋骨加强。为增加液货装载容积、加快清舱速度和方便后期管系的维护保养, 所有纵骨、强肋骨和甲板管系全部布置在不锈钢甲板的上表面。液货舱内有两个纵隔舱把整个液货舱分割成中部液货舱和左右液货舱。该船为IMO I型装载I类危险化学品, 为安全运输起见所有不锈钢内底板和不锈钢上甲板在舷侧部位均超出边纵舱壁100mm。
压载舱由双层底压载舱和舷边压载舱组成, 区别于散货船、集装箱船和原油船等常规船型压载舱全部由碳钢结构建造而成, 该船压载舱由碳钢结构和不锈钢结构混合组建而成。在保证压载舱结构强度的情况下为减轻结构重量和提高载重系数, 压载舱结构碳钢部分全部采用高强度钢。边纵舱壁和内底板上面的骨架分别安装在舷边压载舱和双层底压载舱内, 液货舱横舱壁采用垂直槽型双相不锈钢拼接而成, 液货舱纵舱壁由双相不锈钢平板拼接而成, 保证液货舱内壁光滑, 便于清舱。
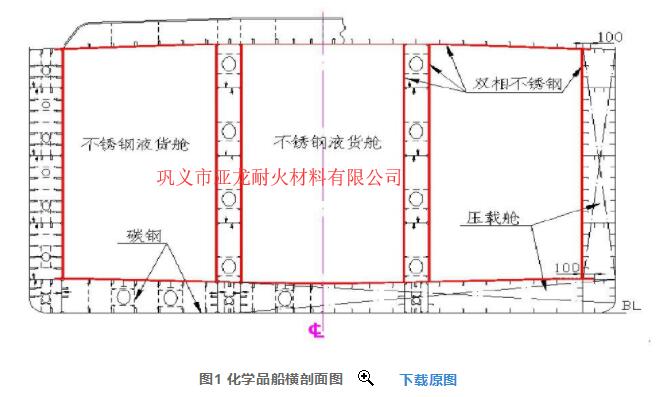
图1 化学品船横剖面图
二、不锈钢表面处理及磨料要求
1.不锈钢表面处理要求
(1) 表面清洁度P1 级, 表面清洁等级Sa2.5 级 (2) 粗糙度介于40~75μm, 可溶性盐≤30mg/m2 (相当于Na Cl) (3) 相对湿度≤60%, 不锈钢板表面温度至少高于露点温度5℃以上
2.不锈钢冲砂磨料要求
(1) 磨料干净、坚硬、有棱角 (2) 由PH试纸测试PH值, 干燥并且电导率<150μs/cm (ISO11127-6) (3) 磨料质量应经过船东和油漆制造商认可
三、石榴石与棕刚玉磨料介绍及技术指标对比
1.石榴石与棕刚玉磨料介绍
(1) 石榴石磨料
石榴石是一种天然矿石加工而成的磨料, 以铁铝石榴石 (主要含铁铝硅酸盐晶体) 为主, 硬度一般不超过8莫氏级, 生产厂商一般拥有大型石榴石矿山, 主要产地在山东、江苏、内蒙地区。
(2) 棕刚玉磨料
棕刚玉是以铝矾土、辅料在电弧炉内经2, 000℃以上高温冶炼而成, 一级品硬度通常大于9莫氏级, 氧化铝含量96%以上。主要产地在河南、贵州等地区。
2.石榴石与棕刚玉磨料技术指标对比, 如表1 所示
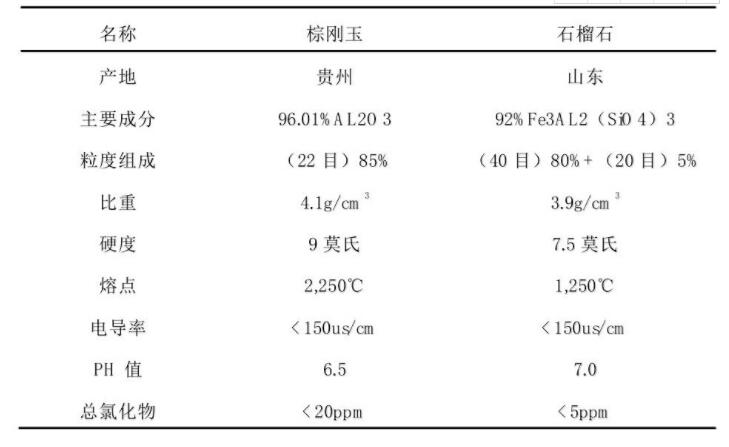
表1 石榴石与棕刚玉磨料技术指标对比
四、石榴石与棕刚玉磨料冲砂实验
实验设备与方法:环保式自动冲砂机, 12mm二次进风型喷嘴, 粗糙度测试仪, 600mm*800mm不锈钢板6块, 石榴石和棕刚玉磨料各500kg;选用国内船厂常用规格石榴石磨料和不同规格棕刚玉磨料进行实验对比, 分别如表2和表3所示。
从表3 实验结果看出:
(1) 随着棕刚玉磨料粒度减小, 不锈钢表面粗糙度也随之减小, 但不锈钢表面清洁度逐步提高。
(2) 选用一等棕刚玉和优质铁铝石榴石磨料各项指标均能符合技术规格书要求。
(3) 石榴石与棕刚玉相比, 硬度有着先天不足, 因此在冲砂效率、破损率等方面表现不如棕刚玉磨料。
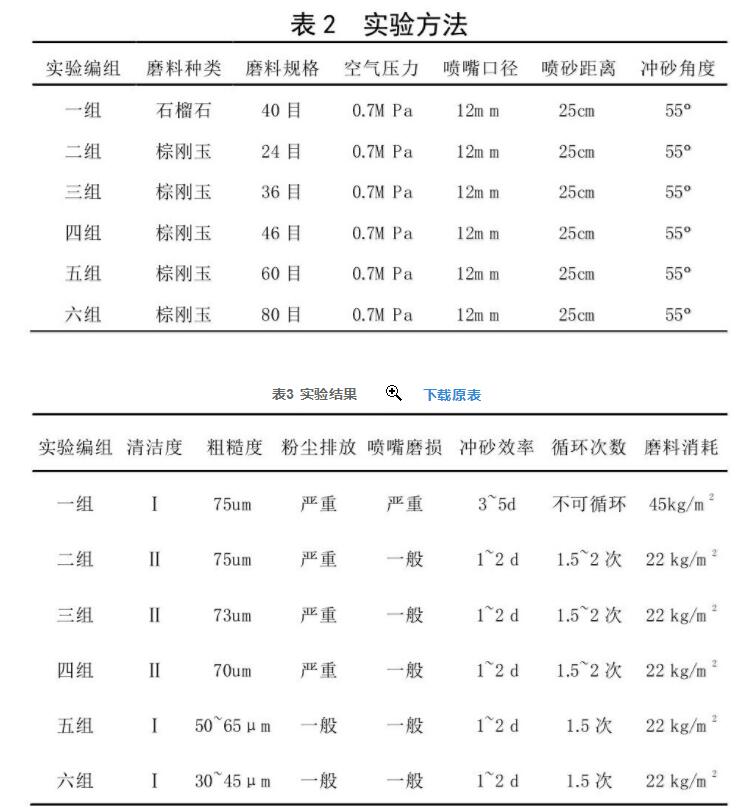 表2表3 实验结果
表2表3 实验结果
(4) 石榴石冲砂普遍存在嵌砂问题, 选择偏小粒度磨料虽然能够解决嵌砂, 但冲出的粗糙度很难达到40~75um的要求, 而22 目粒度的棕刚玉磨料能够满足粗糙度要求。
(5) 石榴石冲砂后的表面更加光亮、美观, 在清洁度上更容易接受。
(6) 两者冲砂时产生的粉尘都极大, 比较而言, 石榴石粉尘对职业健康的危害更大些。
五、结论
考虑到成本控制、技术要求、冲砂效率等要素, 棕刚玉磨料更适合在化学品船压载舱不锈钢表面处理中应用。
上一篇:纳米碳源与碳复合耐火材料


